Vacuum/Surface Treating
Allcase® batch integral-quench furnace
Tips for Controlled-Atmosphere Carburizing Furnace Maintenance
Bill Mayer – Editor
In April 2020, Reed Miller interviewed Mike McConkey, a dedicated customer-service engineer for Surface Combustion. McConkey, an expert on controlled-atmosphere furnace operation, maintenance and safety, answered some frequently asked questions (FAQs) about the technology and offered some maintenance tips. This article is a condensed and edited version of that interview.
Surface Combustion is a leading supplier of controlled-atmosphere equipment for heat treating. The Maumee, Ohio-based company invented the Allcase® batch integral-quench furnace. With the largest installed base in North America, its dedicated customer-service engineers are available to support customers every day.
Reed Miller: What are the main areas for preventive maintenance in an Allcase furnace?
Mike McConkey: The main areas are the combustion system, atmosphere system and mechanical motions (i.e., how to prevent a load from being held up). Combustion systems are the biggest area for preventive maintenance.
RM: If a customer needs to contact you for service, what kind of information should they prepare? What do you need to know to best assist them?
MM: The most important thing I need to know is the serial number of the unit. The serial number allows me to pull up drawings of the unit.
The customer should also have the answers to these questions: What kind of troubles have you had? How did you try to fix it? What changes have you made? When a customer fixes a problem, the next problem they have may be a result of their fix.
RM: Atmosphere carbon control is vital to carburizing heat treatments. What are some common carbon-control issues?
MM: The most common problem is that the furnace typically gets sooted up. The best way to get rid of that is to burn the furnace out. You lower the temperature a little bit and induce air into the furnace for a period of time. Then you analyze the atmosphere in the furnace after the burnout.
Another problem is the way that we analyze the atmosphere. The carbon probe is a very good way to analyze the atmosphere. However, the carbon probe also gets sooted up over time. When that happens, the probe reads low, you put more enriching gas in the furnace, and the carbon probe and the furnace both get more sooted up. It’s a snowball effect, and this causes a large carbon problem.
Air infiltration and/or water can be a problem. A lot of our fans are water-cooled. When you get a crack in the water-cooled member, you get water in the furnace. The carbon potential goes down, and then the carbon probe reads low carbon and tries to overcome it. If you get a tube that leaks air into the furnace, the carbon potential will be low and you have to overcome it.
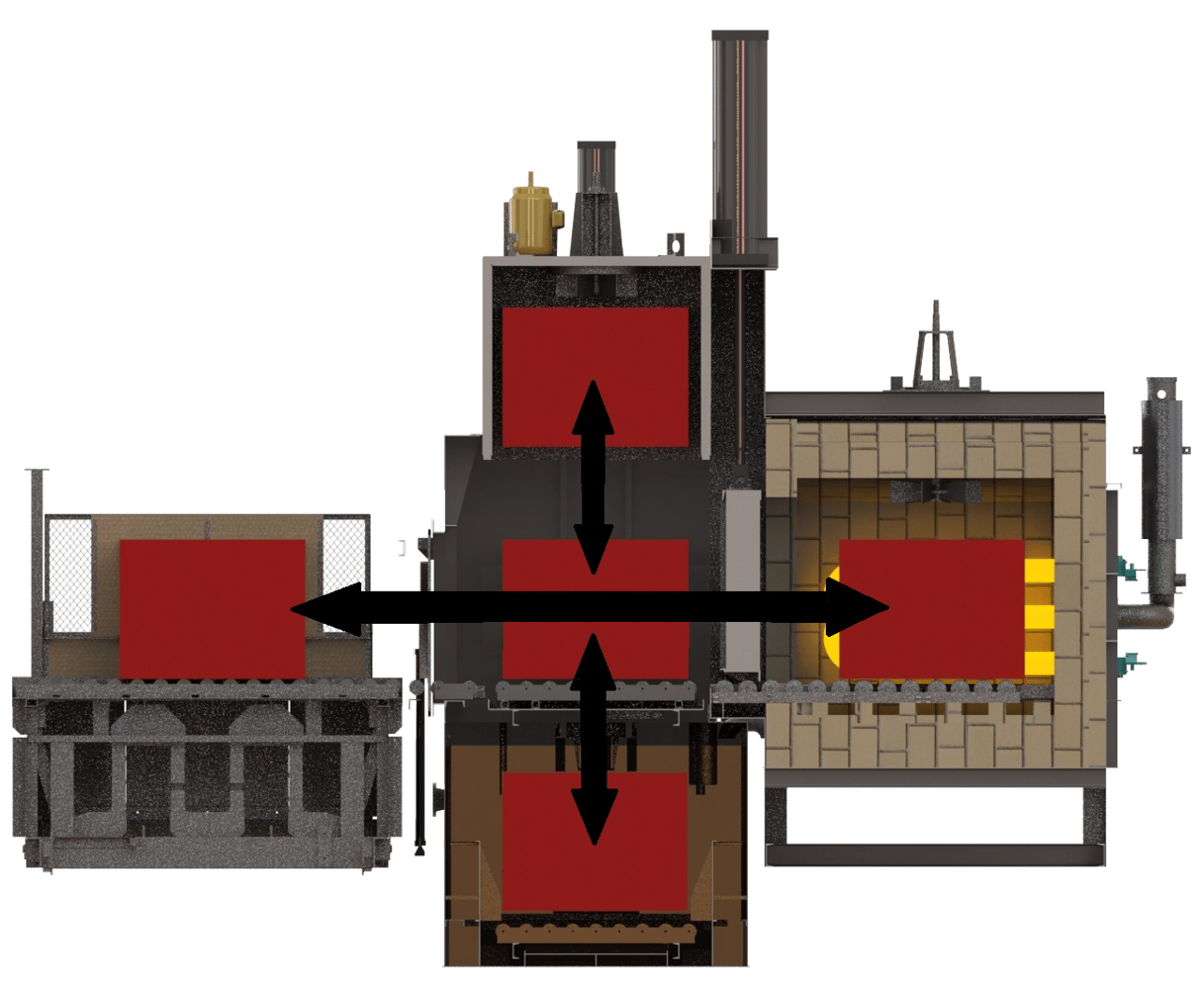
Allcase® load cycling diagram
RM: If I’m doing a burnout cycle, how do I know when it’s complete?
MM: The best way to know is to look at the oxygen. Once you put oxygen into the furnace and the carbon potential is very low, you look at the O2. As the carbon burns up, the O2 will start to increase. You’ll end up with O2 around 17-18% in the furnace. That means the burnout is complete and you are no longer burning carbon in the furnace.
RM: The Allcase automatically moves heavy loads under combustible atmosphere. Can you talk about the safety interlocks for internal load transfers?
MM: There are several safety interlocks you want to make sure are happening before you transfer a load from the furnace into the quench tank or vice versa. The most important thing is to make sure the atmosphere is on high flow. Make sure you’re putting an extra amount of atmosphere into the furnace and vestibule during a transfer.
The elevator needs to be either up or down depending on whether you are charging or discharging a load, and the agitators need to be on so that we don’t overheat the oil in the quench tank.
Make sure the oil level is not too low, and make sure the oil temperature is not high. If you quench a load with high oil temperature, you’ll end up with a problem. Also, make sure the vestibule door is closed when you’re transferring a load from furnace to quench tank.
RM: If we are having problems with the inner door, what might cause that?
MM: A bypass switch on the inner door will allow the operator to move the load manually provided he/she knows what they are doing. Alarms will be going off, but you can rely on the operator to solve the problem. It’s important to note that both inner and outer doors have a lockout.

Allcase® batch integral-quench furnace
RM: Occasionally, loads get hung up. Share some easy checks to review during load transfer.
MM: One of the biggest things that operators need to check is the grid the parts on loaded on. The grid, over time, starts to warp. It will get hung up on either the rollers or the handler head. The baskets could shift if they get old, which could make the load shift from side to side. Make sure the trays and baskets are in good shape so they don’t drag on the rollers.
Over time, the chain guide can get misaligned. If that happens, the chain itself could get hung up.
Make sure the rollers are all on the same plane and straight with the tray, and make sure they are in good shape. If a tray is warped, you need to replace it.
RM: I‘m sure temperature control and burner maintenance are common issues. What kinds of things are you asked about when it comes to temperature control and burner maintenance?
MM: Faulty ignition is a common problem. Another problem is when the burner will not stay lit.
When a burner is on low fire, the excess air will typically be in the neighborhood of 16-18% excess O2; on high fire, the excess air will go to 2-4%. In that transition point, make sure that the low fire is a good, hearty flame. Make sure the transition between low and high fire is smooth.
Heat Treat Technical Talk Podcast
To listen to this interview in its unedited entirety, you can visit the Heat Treat Technical Talk podcast page on our website.
In addition to this discussion, Reed Miller interviewed Surface Combustion’s Mike McConkey about endothermic gas generator operation and exothermic gas generator operation. Take advantage of this resource, and learn more about thermal-processing technologies through these educational and informative podcasts.


Allcase® batch integral-quench furnace
RM: Can you talk about how and when to idle a furnace? Why is it not a good idea to shut them down cold?
MM: Furnaces are designed to stay at a set temperature. Most of the time, customers want to idle a furnace over a weekend. We typically don’t recommend idling it down unless you’re going to be down in the neighborhood of 4-5 days. When you go to an idle condition, the furnace typically wants to be above 1400°F, which is the auto ignition point for fuel.
The reason we don’t want the furnace shut off every weekend or every time you’re going to be down a day or so is because of alloy and brickwork. The alloy and the brickwork will take a lot of abuse as you cycle the furnace up and down. The alloy will have a permanent growth, and the brick will get what is called “spall off” because of the frequent up-and-down temperature.
Allcase® oxygen probe for carbon control
RM: There are times, though, that we have to shut the furnace down for preventive maintenance. Which maintenance items require the actual shutdown?
MM: The big items that require a shutdown is roller-rail and handling-system malfunctions. Those usually happen on a load-by-load basis.
The brickwork may require a shutdown, but the brickwork usually deteriorates over time. An alloy, however, can actually fail after just a couple of loads and require a shutdown.
RM: How long does it take to cool down and then heat up an Allcase?
MM: Typically, a cool down will probably take around 2-3 days. We recommend that you gradually bring the furnace down. After you get it below about 400-500°F, you can open the furnace door. If you get it down to around 300°F, you can put a fan at the vestibule door with both maintenance bars in and try to cool it down enough so that you can go in and inspect the rollers, alloy, fan and furnace.
Heating a furnace up with new brick takes around 24-36 hours. You want to be more conservative than aggressive with new brick because you want to have several holds on the way up. You want to heat the furnace up to 300°F with no atmosphere and hold it for 4-5 hours, and then go up to around 800-900°F and have another hold. You should have several holds on the way up to operating temperature so that the brick has a chance to react to the environment and won’t spall off.
If you don’t do any brickwork, you don’t have to be quite as conservative. However, you do want to make sure the brickwork has a chance to expand. Every time the furnace cools down, the brick will contract a little. Take about 18 hours with existing brick. The more conservative you are, the better off you’ll be in the long run.
RM: Do you have any other thoughts to share with maintenance crews working on controlled-atmosphere furnaces?
MM: Surface Combustion is happy to help with any problems you may have. We have a rebuild group that will provide rebuild services, and we have a field service group that travels throughout North America that can assist you with any issue you may encounter.
All images courtesy of Surface Combustion, Inc.
Bill Mayer is Editor of Industrial Heating. He can be reached at [email protected] or 248-833-7380.


INDUSTRIALHEATING.COM | BACK TO CONTENTS | MARCH 2022


